- Forside
-
Produkter
- ODM/OEM plastformdesign
- Plastformkomponenter
- Overstøbning Sprøjtestøbning
- Gearform
- Husholdningsapparatform
- Afskruning af formen
- Højtemperatur plastform
- Elektronik sprøjtestøbning
- Sprøjtestøbning med flere hulrum
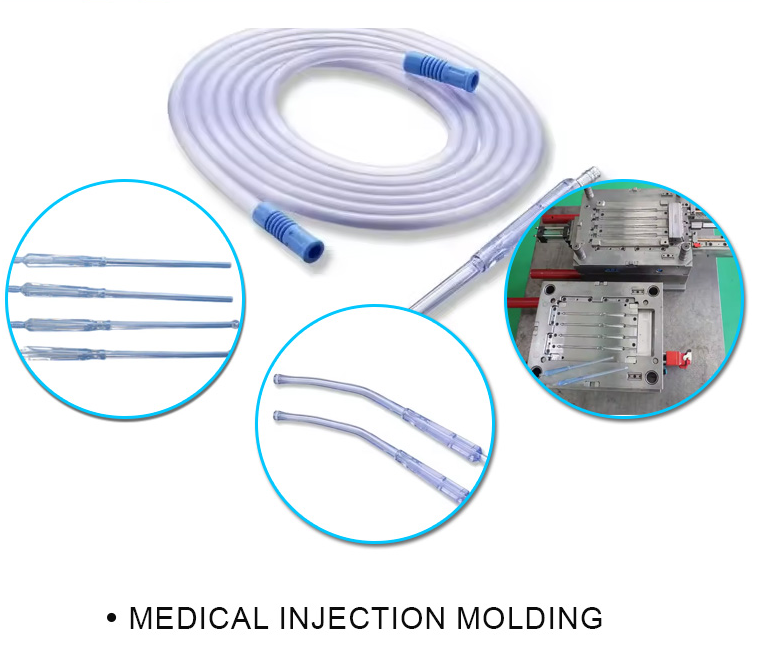
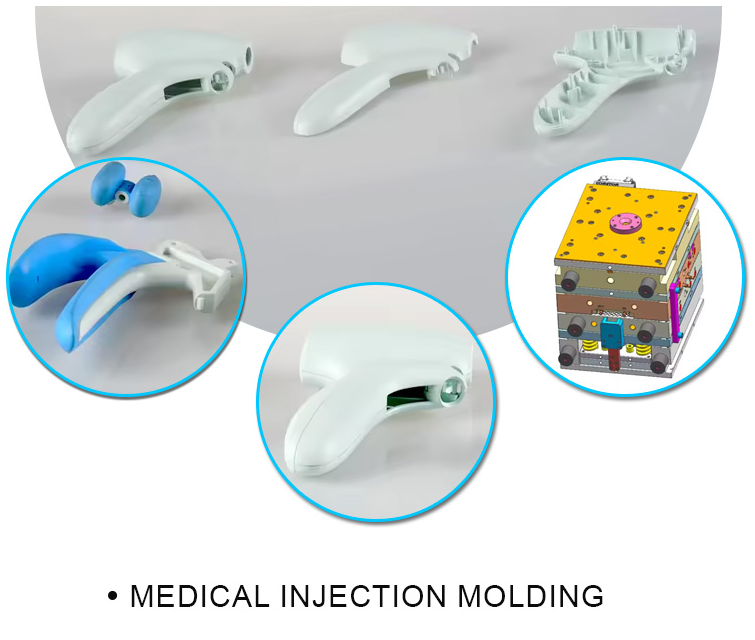
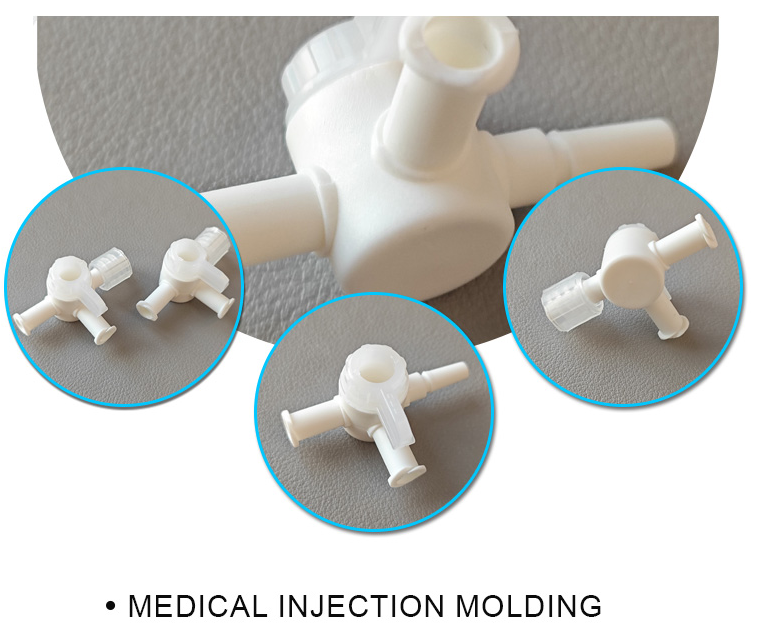
- Medicinsk sprøjtestøbning
- Dobbelt skud sprøjtestøbning
- Sprøjtestøbeform til bilindustrien
- Plastic Auto Dele Form
- Bildeleform
- Sprøjtestøbeform
- Om os
- Service
- Nyheder
- Sag
- Kontakt os
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SK
SK
 SL
SL
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 BN
BN
 HMN
HMN
 LO
LO
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 MY
MY
 UZ
UZ








 Seneste nyheder
Seneste nyheder